







ERW325x14 stålrørsmaskin; ZTFIV; ZTZG
Beskrivelse
ERW-rørmølle kalles også høyfrekvent langsgående sveiset rørproduksjonslinje. Egnede materialer er varmvalsede eller kaldvalsede båndspoler som vanlig karbonstål og høyfast stål, etc.
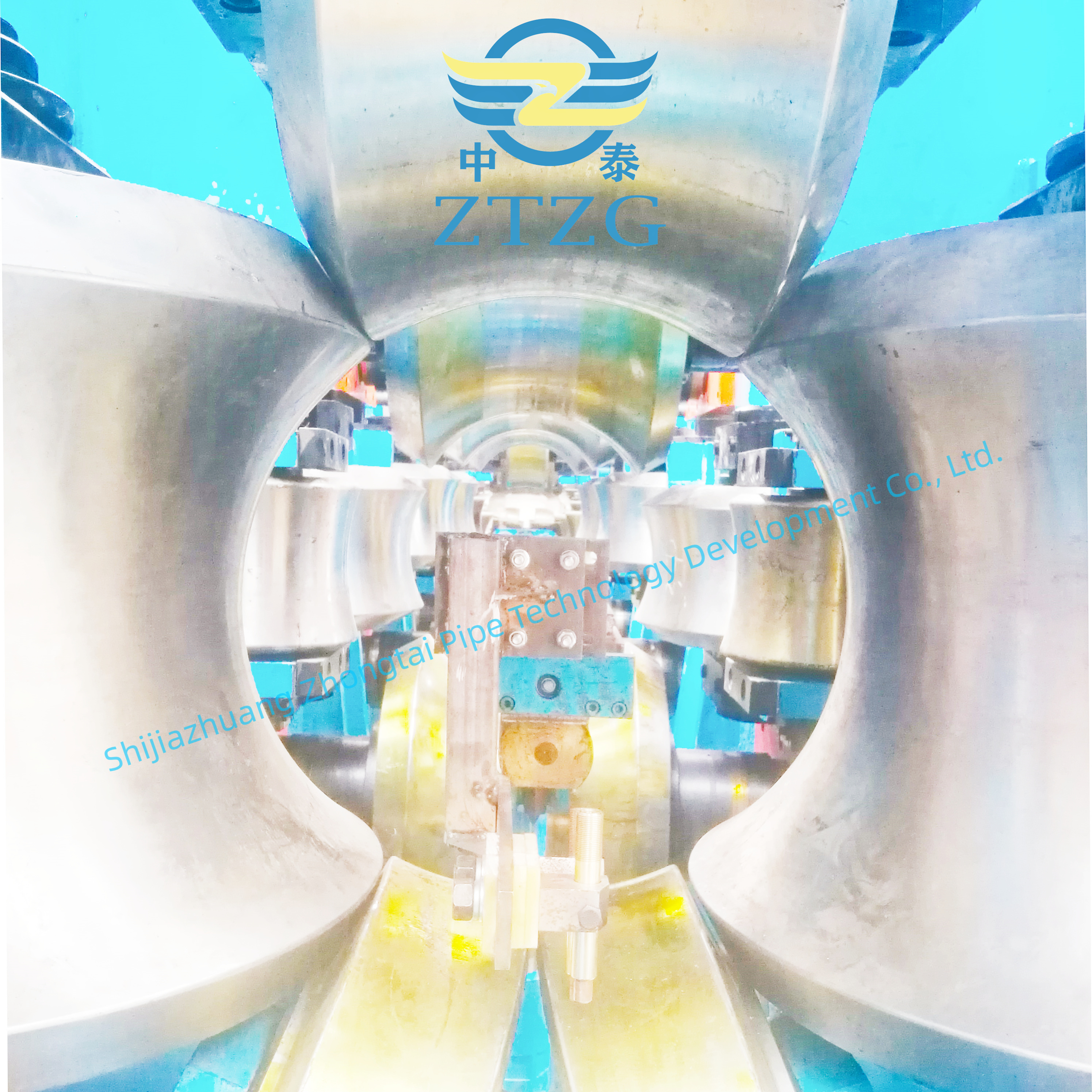
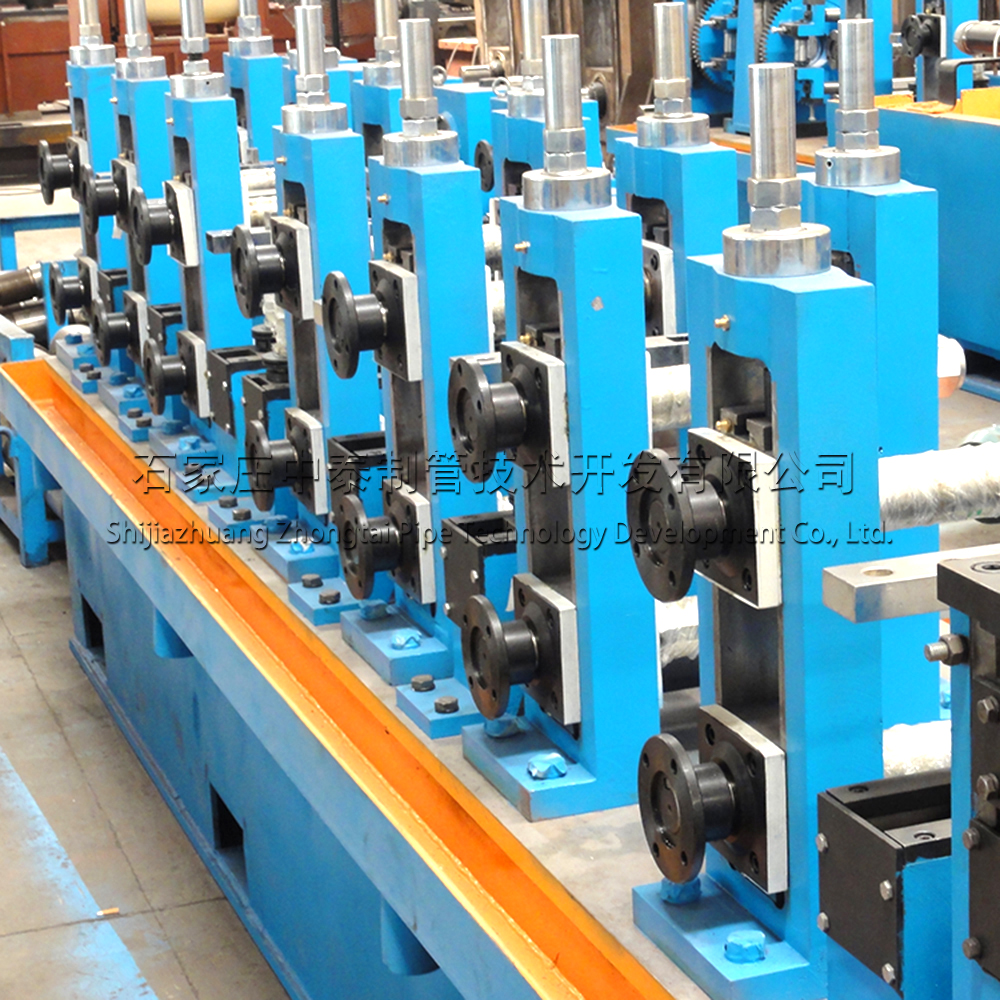
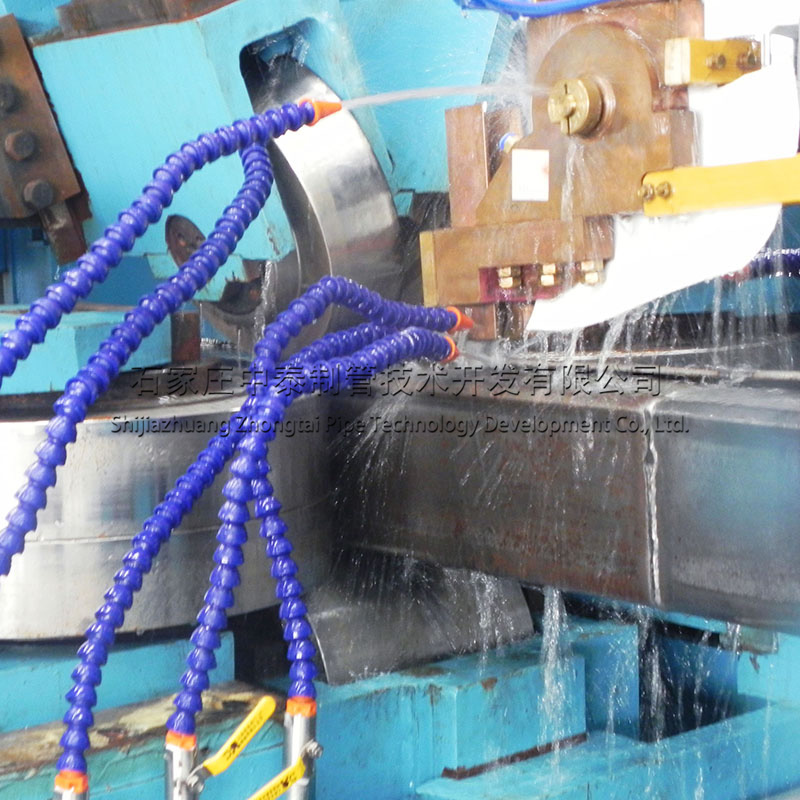
Båndstålet rulles ut av avvikleren og går deretter inn i akkumulatorlageret etter å ha passert gjennom skjærsveisemaskinen. Båndstålet ekstruderes med valser og deles inn i to deler: en nedbrytningsseksjon og en finsveisingsseksjon. Etter høyfrekvent induksjonssveising og dimensjonering av delen, produseres den nødvendige rørlengden, kuttes av med flygende sag, og til slutt stables og pakkes stålrøret. Denne produksjonslinjen er en omfattende komplett produksjonslinje for kontinuerlig sveising av stålbånd til rør,hovedsakelig sammensatt av avruller, skjær- og ende-sveiser, akkumulator, formings- og størrelsesmaskin, HF-sveiser, flygende sag, stablings- og pakkemaskin.
Hvis det er spesielle formål eller krav til stålrør, er det nødvendig å legge til testutstyr, for eksempel hydraulisk testmaskin, mellomfrekvensglødemaskin, ultralydfeildeteksjonsmaskin, etc.


Høyfrekvent sveiset rørproduksjonslinje brukes hovedsakelig til kontinuerlig produksjon av rettsømmet sveiset rør. Den bruker høyfrekvent induksjonssveising, som ikke bare kan produsere runde rør, men også tilsvarende firkantede rør og spesialformede rør. Høyfrekvent rørsveisemaskin brukes hovedsakelig til produksjon av forskjellige jernrør, konstruksjonsrør, konstruksjonsrør, vannrør, oljerør, API-rør og så videre.
Tteknisk flyt
Ruller opp → Avvikling → Skjæring og sveising → Spiralakkumulator → Forming → HF-induksjonssveising → Fjerning av utvendig grad → Kjøling → Dimensjonering → Flygende sag → Utløpsbord → Inspeksjon → Pakking → Lager
Fformingsprosess
| Rundt rør | Kaldvalsformingsprosess | Godt rulledesign |
| ZTF-formingsprosess | Spar minst 60 % på valsekostnadene med elektrisk kontrolljustering Les mer | |
| Sfirkantog rektangulært rør
| Generell rund-til-kvadratisk prosess | Stabil formingsprosess |
| Rund-to-kvadrat med tyrkerhode | God rørkvalitet | |
| Prosessen med direktekvadrat-to-kvadrat(DSS) | OEt sett med ruller kan produsere alle rør med elektrisk kontroll og automatisk justering Les mer |
Grunnleggende teknisk informasjon om sveiset rørproduksjonslinje
| Produkt og avkastning | Rundt rør | 140mm-325mm Tykkelse:4.0mm-12,7mm |
| Firkantet og rektangulært rør | 90mm×90 mm -250mm×250mm Tykkelse:4.0mm-12.0mm | |
| Lengde | 6m-12m lengdetoleranse: ±3mm | |
| Produksjonshastighet | 40m/min | |
| Produksjonskapasitet | 55000 tonn/år | |
| Forbruk | Mølle installert kapasitet | 430 kW |
| Linjeområde | 130m(lengde) ×11m (bredde) | |
| Arbeider | 6–8 arbeidere | |
| Råmateriale | Materiale | Karbonstålspole Q235B (ASTM GR)·D,σ§ 230) |
| Bredde | 440mm-1025mm Tykkelse:4.0mm-12,7mm | |
| Spole-ID | 610-700 mm | |
| Spole ytterdiameter | Maks2000mm | |
| Spolevekt | 15,0 tonn |
Fordel
Utstyrsfordeler:
Ved produksjon av rundrør kan den bruke ZTF-formingsteknikk
Ved produksjon av firkantede og rektangulære rør kan den bruke direkte kvadrat-kvadratisk (DSS) teknikk
Produkter:arkitektoniske strukturrør, API-rør, tårnfotrør, stålrør for bilbjelker og andre produkter.
Flere produkter



| ERW RØRFRELLINJE | |||||
| Modell | Rrundt rør mm | Kvadratrør mm | Tykkelse mm | Arbeidshastighet m/min | |
| ERW20 | Ф8–Ф20 | 6x6-15×15 | 0,3–1,5 | 120 | Les mer |
| ERW32 | Ф10–Ф32 | 10×10–25×25 | 0,5–2,0 | 120 | |
| ERW50 | Ф20–Ф50 | 15×15–40×40 | 0,8–3,0 | 120 | |
| ERW76 | Ф32–Ф76 | 25×25–60×60 | 1,2–4,0 | 120 | |
| ERW89 | Ф42–Ф89 | 35×35–70×70 | 1,5–4,5 | 110 | |
| ERW114 | Ф48–Ф114 | 40×40–90×90 | 1,5–4,5 | 65 | |
| ERW140 | Ф60–Ф140 | 50×50–110×110 | 2,0–5,0 | 60 | |
| ERW165 | Ф76–Ф165 | 60×60–130×130 | 2,0–6,0 | 50 | |
| ERW219 | Ф89–Ф219 | 70×70–170×170 | 2,0–8,0 | 50 | |
| ERW273 | Ф114–Ф273 | 90×90–210×210 | 3,0–10,0 | 45 | |
| ERW325 | Ф140–Ф325 | 110×110–250×250 | 4,0–12,7 | 40 | |
| ERW377 | Ф165–Ф377 | 130×130–280×280 | 4,0–14,0 | 35 | |
| ERW406 | Ф219–Ф406 | 170×170–330×330 | 6,0–16,0 | 30 | |
| ERW508 | Ф273–Ф508 | 210×210–400×400 | 6,0–18,0 | 25 | Les mer |
| ERW660 | Ф325–Ф660 | 250×250–500×500 | 6,0–20,0 | 20 | Les mer |
| ERW720 | Ф355–Ф720 | 300×300–600×600 | 6,0–22,0 | 20 | Les mer |
| PRODUKSJONSLINJE FOR RØR I RUSTFRITT STÅL | |||||
| Modell | Rrundt rør mm | Kvadratrør mm | Tykkelse mm | Arbeidshastighet m/min | |
| SS25 | Ф6-Ф25 | 5×5–20×20 | 0,2–0,8 | 10 | Les mer |
| SS32 | Ф6-Ф32 | 5×5–25×25 | 0,2–1,0 | 10 | Les mer |
| SS51 | Ф9-Ф51 | 7×7-40×40 | 0,2–1,5 | 10 | Les mer |
| SS64 | Ф12-Ф64 | 10×10–50×50 | 0,3–2,0 | 10 | Les mer |
| SS76 | Ф25-Ф76 | 20×20–60×60 | 0,3–2,0 | 10 | Les mer |
| SS114 | Ф38-Ф114 | 30×30–90×90 | 0,4–2,5 | 10 | Les mer |
| SS168 | Ф76-Ф168 | 60×60–130×130 | 1,0–3,5 | 10 | Les mer |
| SS219 | Ф114-Ф219 | 90×90–170×170 | 1,0–4,0 | 10 | Les mer |
| SS325 | Ф219-Ф325 | 170×170–250×250 | 2,0–8,0 | 3 | Les mer |
| SS426 | Ф219-Ф426 | 170×170–330×330 | 3,0–10,0 | 3 | Les mer |
| SS508 | Ф273-Ф508 | 210×210–400×400 | 4,0–12,0 | 3 | Les mer |
| SS862 | Ф508-Ф862 | 400×400–600×600 | 6,0–16,0 | 2 | Les mer |











