









Nye produkter ERW-rørfremstillingsmaskiner Rørfresemaskiner Sveisede rørmaskiner Rør- og rørfrese
Helt siden oppstarten har bedriften vår ansett produktkvalitet som livsnerven i virksomheten vår. Vi er forpliktet til kontinuerlig å forbedre produksjonsteknologien vår og forbedre produktenes kvalitet. For å sikre de høyeste standardene styrker vi kontinuerlig vår totale kvalitetsadministrasjon i strengt samsvar med den nasjonale standarden ISO 9001:2000 for Kinas høyfrekvente sveise- og jernmaskineri ERW. Våre avanserterørmølleProduksjonslinjer er en viktig del av vår dedikasjon til overlegen kvalitet. Denne forpliktelsen til kvalitet gjenspeiles i det enestående omdømmet varene våre har opparbeidet seg i det internasjonale markedet, kjent for god kvalitet, konkurransedyktige priser og rask levering. Ved å bruke toppmoderne teknikker og omhyggelig styrte produksjonsprosesser på vårerørmøllelinjer, leverer vi konsekvent produkter som møter og overgår kundenes forventninger. Vi ser oppriktig frem til å samarbeide med flere utenlandske kunder basert på gjensidig fordel, og gi dem produkter av høy kvalitet produsert på våre påliteligerørmølleutstyr. Vår forpliktelse til kvalitet strekker seg til alle aspekter av driften vår, fra design og produksjon til ettersalgsservice, og sikrer at vårerørmølleTeknologi leverer pålitelige og høytytende løsninger.
Beskrivelse

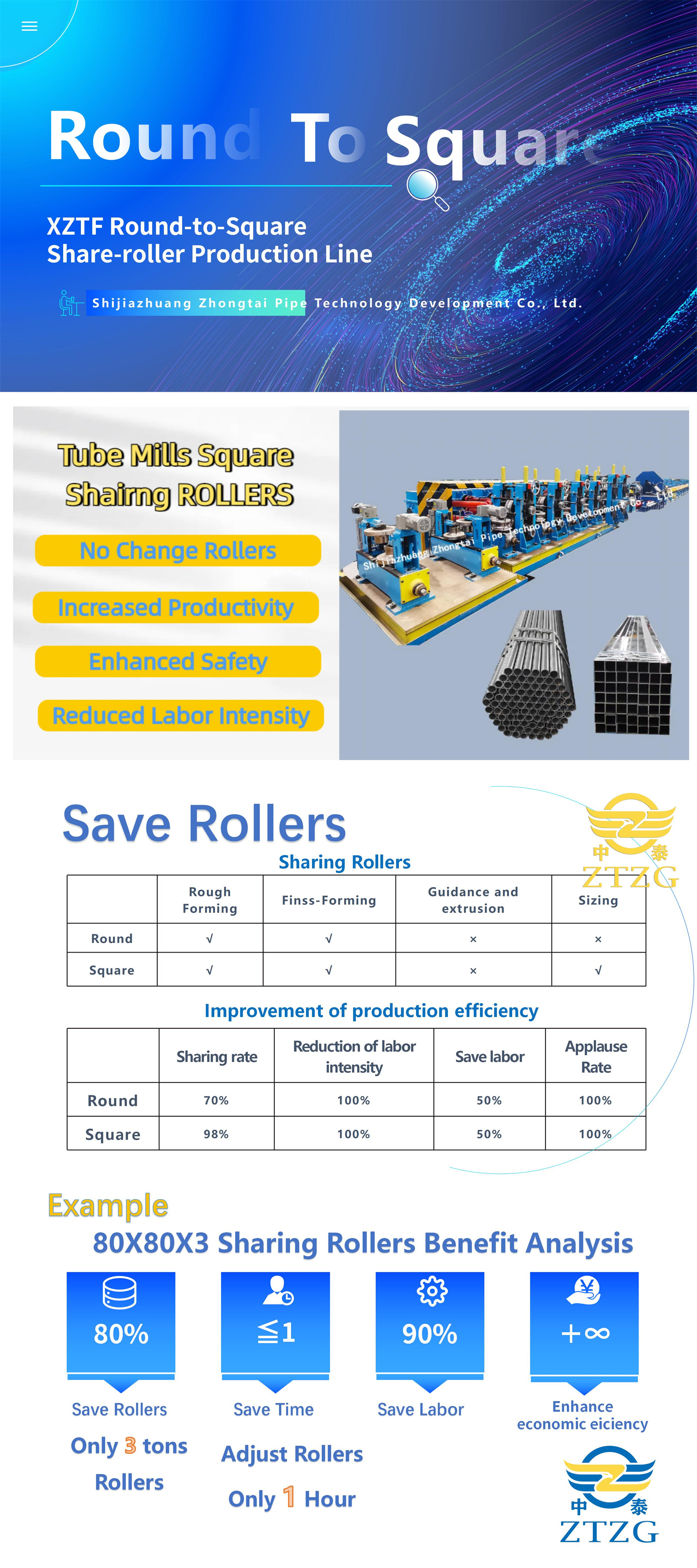
Formingsseksjonen benytter prinsippet om valseforming, der strimmelen gradvis formes til et billetrør, og deretter varmes sveisesømmen opp gjennom Kelvin-effekten og nærhetseffekten av høyfrekvent strøm for å oppnå sveisetemperaturen og fullføre sveisingen. Skrapeanordningen vil deretter kutte bort de ekstra gradene som oppstår under sveisefasen, og varmerøret vil gå gjennom en vannkjølingsprosess for å redusere rørtemperaturen til en standardtemperatur. Deretter vil en ny runde med valseforming forme rørets størrelse og tykkelse ytterligere til ønsket diameter eller størrelse. Til slutt vil røret gå gjennom Turks-hodet for produksjon av firkantrør.
Teknisk prosess:
Ruller oppover → Avspoler → Skjær- og endesveising → Akkumulator → Formingsdel → HF-sveiser → Fjerning av utvendig grad → Vannkjøling → Dimensjonering → Flygende sag → Utløpsbord → Inspeksjon → Pakking → Lager.
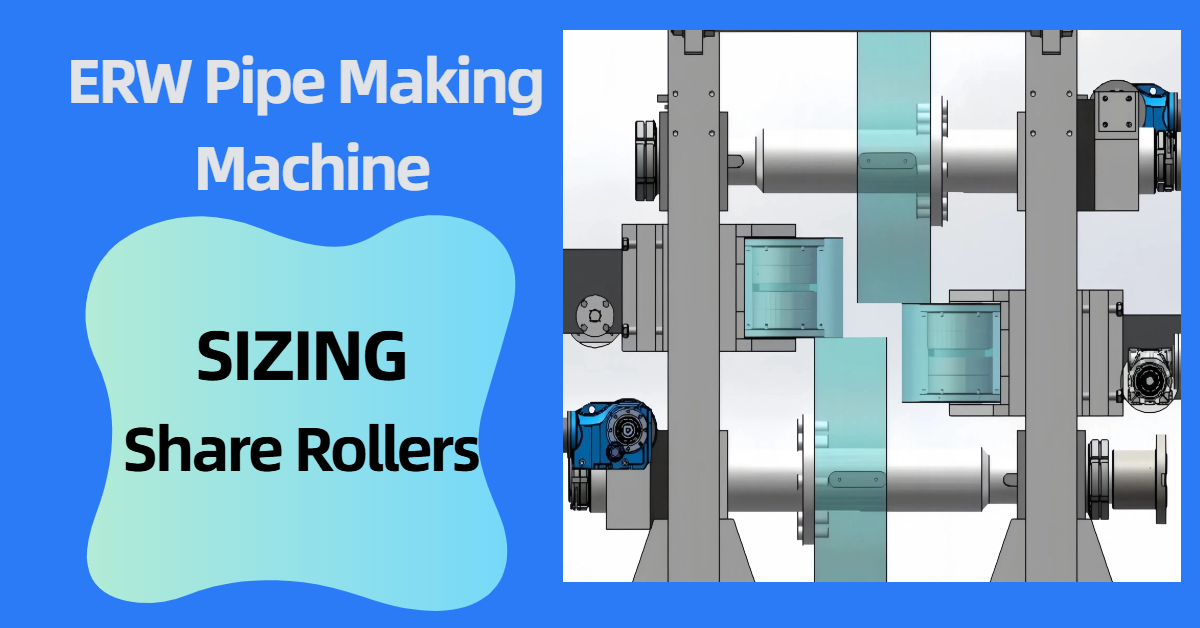
Et annet navn for den grovrettede enheten er turkhodet, det er det siste trinnet i størrelsesseksjonen. Den brukes til å forme det runde røret til firkantede eller rektangulære rør gjennom presist plasserte ruller, og deretter grovrette det. Den består av fire rettetingsmaskiner med fire ruller, med hode som kan rotere og bevege seg horisontalt. De første tre turkhodene brukes til rund-firkantet forming, og det fjerde er til grovretting.
Produktinformasjon
| Produkt og avkastning | Rundt rør | 48 mm–127 mm |
| Firkantet og rektangulært rør | 40x40mm–100x100mm | |
| Lengde | 6–12 måneder | |
| Produksjonshastighet | 50–120 m/min | |
| Produksjonskapasitet | 15000 tonn | |
| Forbruk | Installert kapasitet i mølle | 300 kW–750 kW |
| Linjeområde | 40X5M–80X10m | |
| Arbeider | 6–8 arbeidere | |
| Råmateriale | Materiale | ST-37 ST-52 Q235 Q345 |
| Bredde | 160 mm–400 mm | |
| Spole-ID | Φ470~508 mm | |
| Spole ytterdiameter | Φ1000~1800 mm | |
| Spolevekt | 2–5 tonn |
Vår fordel
Etter å ha tatt i bruk avansert rørproduksjonsteknologi fra både utlandet og innenlands, er vår innovativt designede produksjonslinje og hver enkelt enhet i produksjonslinjen ikke bare økonomisk, men også praktisk. Vi har bestått ISO9001-kvalitetssystemsertifisering og deltatt i utarbeidelsen av en rekke industristandarder.ZTZG støtter tilpasning i henhold til internasjonale standarder i hver region, og tilbyr regelmessig teknisk informasjon og teknisk opplæringsstøtte.
Nye populære produkter innen høyfrekvent sveising og jernmaskineri fra Kina, ERW. Varene våre har et godt rykte for god kvalitet, konkurransedyktige priser og rask levering i det internasjonale markedet. Vi ser frem til å samarbeide med flere utenlandske kunder basert på gjensidig nytte.
| ERW RØRFRØLLELINJE | |||||
| Modell | Rrundt rør mm | Kvadratrør mm | Tykkelse mm | Arbeidshastighet m/min | |
| ERW20 | Ф8–Ф20 | 6x6-15×15 | 0,3–1,5 | 120 | Les mer |
| ERW32 | Ф10–Ф32 | 10×10–25×25 | 0,5–2,0 | 120 | |
| ERW50 | Ф20–Ф50 | 15×15–40×40 | 0,8–3,0 | 120 | |
| ERW76 | Ф32–Ф76 | 25×25–60×60 | 1,2–4,0 | 120 | |
| ERW89 | Ф42–Ф89 | 35×35–70×70 | 1,5–4,5 | 110 | |
| ERW114 | Ф48–Ф114 | 40×40–90×90 | 1,5–4,5 | 65 | |
| ERW140 | Ф60–Ф140 | 50×50–110×110 | 2,0–5,0 | 60 | |
| ERW165 | Ф76–Ф165 | 60×60–130×130 | 2,0–6,0 | 50 | |
| ERW219 | Ф89–Ф219 | 70×70–170×170 | 2,0–8,0 | 50 | |
| ERW273 | Ф114–Ф273 | 90×90–210×210 | 3,0–10,0 | 45 | |
| ERW325 | Ф140–Ф325 | 110×110–250×250 | 4,0–12,7 | 40 | |
| ERW377 | Ф165–Ф377 | 130×130–280×280 | 4,0–14,0 | 35 | |
| ERW406 | Ф219–Ф406 | 170×170–330×330 | 6,0–16,0 | 30 | |
| ERW508 | Ф273–Ф508 | 210×210–400×400 | 6,0–18,0 | 25 | Les mer |
| ERW660 | Ф325–Ф660 | 250×250–500×500 | 6,0–20,0 | 20 | Les mer |
| ERW720 | Ф355–Ф720 | 300×300–600×600 | 6,0–22,0 | 20 | Les mer |
| PRODUKSJONSLINJE FOR RØR I RUSTFRITT STÅL | |||||
| Modell | Rrundt rør mm | Kvadratrør mm | Tykkelse mm | Arbeidshastighet m/min | |
| SS25 | Ф6-Ф25 | 5×5–20×20 | 0,2–0,8 | 10 | Les mer |
| SS32 | Ф6-Ф32 | 5×5–25×25 | 0,2–1,0 | 10 | Les mer |
| SS51 | Ф9-Ф51 | 7×7-40×40 | 0,2–1,5 | 10 | Les mer |
| SS64 | Ф12-Ф64 | 10×10–50×50 | 0,3–2,0 | 10 | Les mer |
| SS76 | Ф25-Ф76 | 20×20–60×60 | 0,3–2,0 | 10 | Les mer |
| SS114 | Ф38-Ф114 | 30×30–90×90 | 0,4–2,5 | 10 | Les mer |
| SS168 | Ф76-Ф168 | 60×60–130×130 | 1,0–3,5 | 10 | Les mer |
| SS219 | Ф114-Ф219 | 90×90–170×170 | 1,0–4,0 | 10 | Les mer |
| SS325 | Ф219-Ф325 | 170×170–250×250 | 2,0–8,0 | 3 | Les mer |
| SS426 | Ф219-Ф426 | 170×170–330×330 | 3,0–10,0 | 3 | Les mer |
| SS508 | Ф273-Ф508 | 210×210–400×400 | 4,0–12,0 | 3 | Les mer |
| SS862 | Ф508-Ф862 | 400×400–600×600 | 6,0–16,0 | 2 | Les mer |












